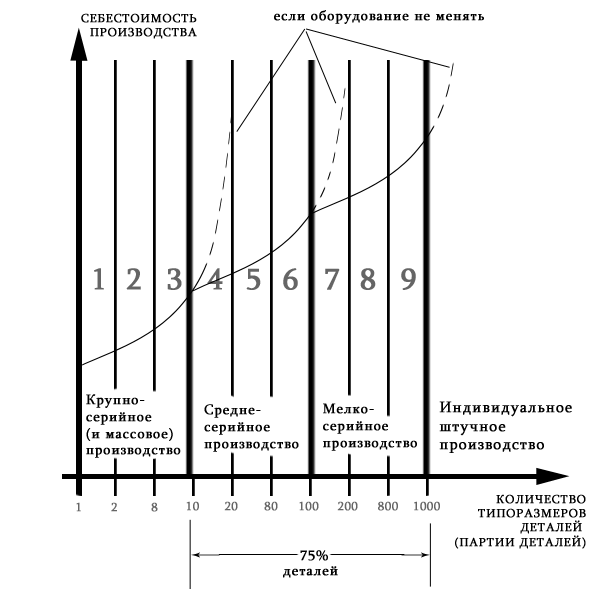
Применение различного автоматизированного оборудования в зависимости от типа производства
1 - область массового и крупно-серийного производства - это область применения роторных и роторно-конвейерных автоматических линий, когда изготовление деталей производится во время их движения.
Производство крепежа, подшипниковая промышленность, одноразовые шприцы, боеприпасы и т.д.
2 - переналаживаемые автоматические линии (на 2-8 партий деталей) на базе кулачковых приводов или программируемых контроллеров.
3 - область применения гибких производственных систем (ГПС), отличительной чертой которых является наличие гибкого транспорта, позволяющего изменять маршрут обработки деталей.
ГПС строится на базе обрабатывающих центров, станков с ЧПУ и переналаживаемых агрегатных станков (от 10 до 20 единиц технологического оборудования).
Знание электротехники применяется непосредственно в металлорежущем оборудовании. Учитывая, что электротехника довольно сложная наука, студенты технических вузов часто имеют проблемы с написанием контрольных работ по этой дисциплине. Но всегда можно скачать контрольную работу по электротехнике в интернете. Например, на сайте электротехнический-портал.рф
4 - область применения гибких производственных комплексов (ГПК) (до 10 единиц технологического оборудования).
5 - область применения гибких производственных ячеек (ГПЯ) (от 20 до 80 партий деталей), состоит из 2-3 единиц автоматизированного технологического оборудования.
6 - область применения гибких производственных модулей (ГПМ).
ГПМ - это автоматизированная технологическая единица многоцелевого назначения для комплексной обработки деталей определенного типа.
В состав ГПМ входит обрабатывающий центр и обслуживающий его промышленный робот, объединенный общей системой управления.
1.. 6 - "безлюдное" производство.
7 - область применения обрабатывающих центров.
8 - область применения универсальных станков с ЧПУ ( с заранее записанной программой) (от 200 до 800 партий деталей).
9 - область применения оперативных станков с ЧПУ, когда управляющая рабочая программа набирается квалифицированным оператором на пульте станка непосредственно перед обработкой детали.
| 5368 просмотров |
Поделиться в соцсетях
|
Теги:
Похожие материалы