Детали корпусов
Детали корпусов являются основными несущими частями, на которых монтируют остальные детали, узлы и механизмы машин, приборов и аппаратов. Они используются также для герметизации и защиты этих конструкций от внешних воздействий.
Детали корпусов должны удовлетворять следующим основным требованиям:
- прочность;
- жесткость;
- герметичность;
- технологичность;
- удобство сборки, разборки и технического обслуживания;
- эстетичности и др.
Прочность и жесткость служат основными критериями работоспособности корпусов аппаратов, а также машин, работающих в условиях повышенных нагрузок.
Герметичность, т.е. способность сохранять внутреннюю среду и защищать от воздействия внешней среды, является важнейшим условием работоспособности машин, приборов и аппаратов.
Технологичность деталей корпусов обеспечивается их формой, возможностью изготовления методами малоотходной и безотходной технологии (литье, прессование, обработка давлением, сварка, пайка и др.), уровнем унификации и т.д.
Детали корпусов подразделяют по назначению на фундаментные плиты; станины, рамы (шасси), основания, кузова; детали узлов корпусов (колонны, кронштейны, стойки и т.п.); защитные кожухи, крышки.
Детали корпусов часто являются наиболее металлоемкими и трудоемкими, их рациональное проектирование дает обычно значительные эффекты (экономические, эксплуатационные и др.).
Конструкции деталей корпусов обычно сложны, разнообразны и рассматриваются в специальных курсах.
Корпусные детали изготавливают литьем из чугуна марок СЧ10, СЧ15, а также из сталей, алюминиевых и магниевых сплавов. Поверхностям литых деталей корпуса придают простые формы (плоские, цилиндрические, конические), не допуская выступов, препятствующих выемке отливки из формы.
Уплотнения и устройства для уплотнения
Для обеспечения нормальной работы машин, приборов и аппаратов необходимо часто предотвращать утечки рабочей среды (масла, газов) и защищать их от окружающей среды (воды, газов).С этой целью применяют уплотнения и уплотняющие устройства, которые можно подразделить на уплотнения для неподвижных соединений (деталей) и уплотнения и устройства для уплотнения подвижных деталей.
К числу неподвижных соединений, подлежащих уплотнению, относятся болтовые соединения корпусов различных аппаратов высокого и низкого давления, крышек редукторов, двигателей и многих других машин.
Их уплотнение достигается за счет сжатия прокладок, колец и других уплотняющих элементов при затяжке болтов (рис. 9.1). Их изготовляют из листовых материалов: картона, паронита, асбеста, резины, алюминия, меди, стали и др. Выбор материала производят в зависимости от напряжения сжатия, исключающего утечку.
 |
Рис. 9.1. Способы уплотнения фланцевых соединений:
а – плоской прокладкой; б – линзовой прокладкой; в – врезающимся кольцом
Для повышения герметичности иногда прокладку промазывают герметизирующей мастикой или краской.
Уплотнение подвижных деталей
Наиболее часто возникает необходимость уплотнения выступающих из корпусов вращающихся хвостовиков валов. В узлах, где рабочая жидкость и смазка не находятся под давлением, применяют контактные уплотнения в виде манжет (рис. 9.2). Манжета состоит из корпуса 3, выполненного из бензомаслостойкой резины, каркаса 2 в форме стального кольца Г-образного сечения и браслетной пружины 1, стягивающей уплотняющую часть манжеты. Каркас придает манжете требуемую жесткость.При работе в засоренной среде используют манжету с дополнительной рабочей кромкой 4 (рис. 9.2, б).
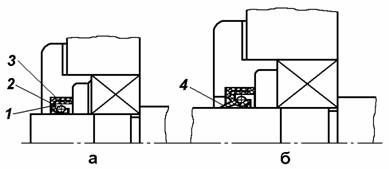 |
Рис. 9.2. Контактные уплотнения
Бесконтактные устройства применяют для уплотнения деталей, вращающихся с большими скоростями. Наиболее простое уплотнение такого типа – щелевое (рис. 9.3, а). Зазор щелевого уплотнения между крышкой и валом заполняют пластичным смазочным материалом, защищающим подшипник от попадания пыли и влаги.
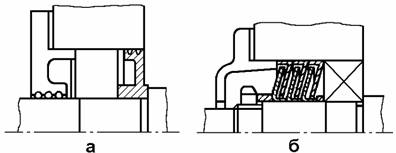 |
Рис. 9.3. Бесконтактные уплотнения
Распространение получили лабиринтные уплотнения (рис. 9.3, б), в которых уплотняющий эффект достигается за счет длинной щели из чередующихся радиальных и осевых зазоров.
Смазочные материалы и устройства
Смазывание трущихся деталей машин (болтов, зубчатых колес, подшипников и др.) производят преимущественно жидкими минеральными или синтетическими маслами, пластичными и твердыми смазками.В качестве жидких масел используют минеральные масла (индустриальное, турбинное, трансформаторное, цилиндровое и др.), которые сохраняют свои свойства до температуры 120° С при длительной работе.
Кальциевые смазки (солидолы) применяют при длительной работе деталей при температурах до 60° С. Натриевые смазки (консталины) более тугоплавки, их допустимо использовать при температурах до 100…120° С.
Твердые смазки (коллоидный графит, дисульфит молибдена, фтористые соединения и т.п.) используют для деталей, работающих в вакууме, в условиях очень низких температур (ниже –100° С) или весьма высоких температур (свыше 300° С), при работе в агрессивных средах, не допускающих присутствия какого-либо количества масла или даже паров.
В зависимости от условий работы применяют различные способы подачи смазочных материалов к деталям и узлам.
Разовое или периодическое закладывание или намазывание, используют для смазывания шарниров, резьбовых соединений, цепей передач, низкооборотных подшипников скольжения, подшипников качения при скорости вала не выше 10-15 м/с и др.
Окунанием в масляную ванну смазывают зубчатые передачи редукторов, коробок передач, закрытых высокооборотных цепных передач, а также шарикоподшипников.
Подача смазки фитилями или дозирующей масленкой (рис. 9.4) используется в основном для смазывания высокооборотных малогабаритных подшипников, а также цепных передач.
 |
Рис. 9.4. Смазочные устройства:
а – пресс-масленка; б – масленка с шариком; в – масленка фитильная
Разбрызгиванием масла из общей масляной ванны смазывают червячные передачи (при нижнем расположении червяка), а также подшипники редукторов коробок передач автомобилей.
Циркуляционная подача масла применяется для смазывания подшипников скольжения (работа в режиме жидкостного трения) и подшипников качения мощных высокоскоростных редукторов, электроприводов, центрифуг и др. При этом масло с помощью насоса по трубопроводам доставляется к деталям и разбрызгивается принудительно с помощью струйных форсунок, капельно и др.
| 6077 просмотров |
Поделиться в соцсетях
|
Теги:
Похожие материалы